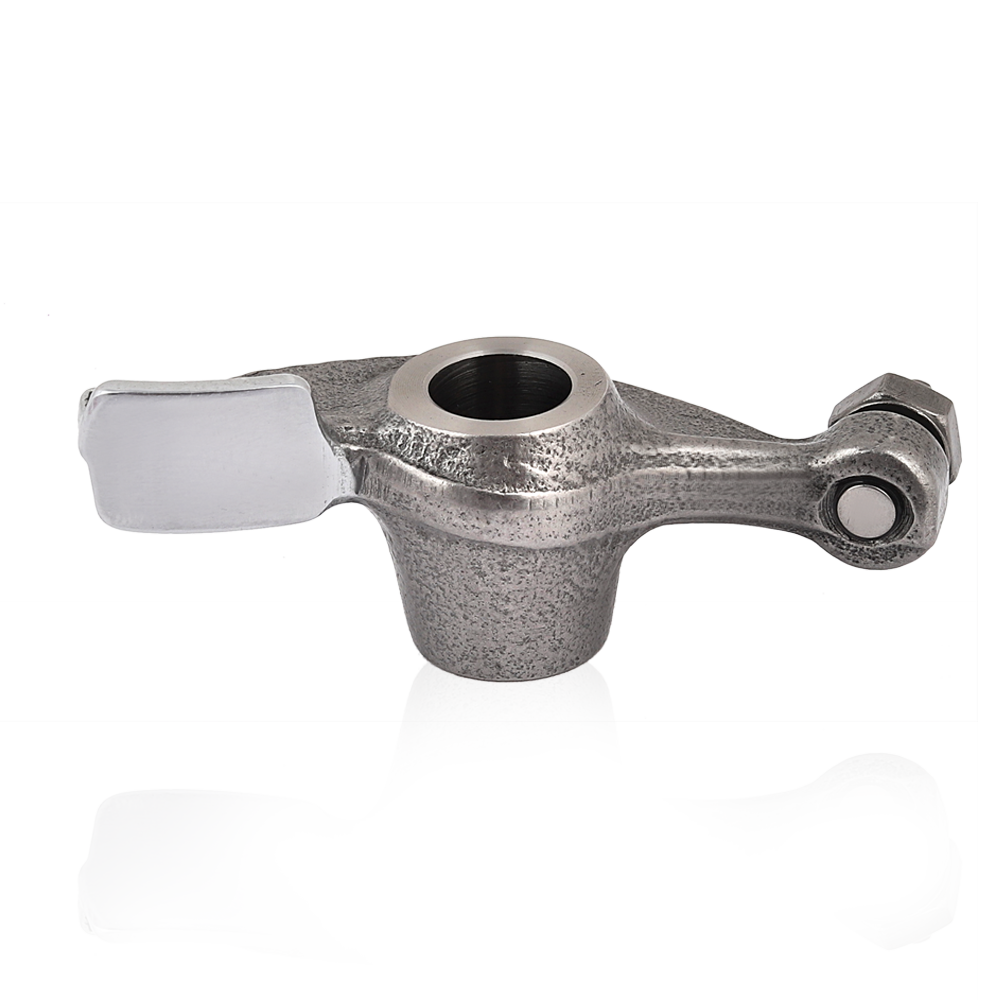
The valve rocker arm is an oscillating cam in an engine. It rises at one end, which is lowered by a rotating lobe on the camshaft, while the other end engages a valve stem. We ensure wear resistance by using cooled cast iron along with heat treatment, and we achieve perfect surface roughness by carefully controlling the metal cutting parameters. In short, this is how we manufacture rocker arms.
Strengths:
- Perfect hardness
- Heat treatment
- Trouble-free performance
- Taiwanese bearings included
Characteristics:
- Raw material used 20CrMo
- Hardness between 60-62 HRC
- Carburizing depth of heat treatment 0.8 – 1.2m
- Surface roughness ≤ 0.2 RA
- Valve rocker arm ratio between 1.5:1.0 and 1.8:1.0
Related products


- Raw Material
- Manufacturing
- Evidence
Our product is made of carbon steel through a forging and casting process. Correct hardness and heat treatment cycles, along with precision machining parameters, ensure trouble-free product performance, guaranteed by us. The rocker arms are made of alloy steels. Below is a comparison of how we select raw materials for the product.
| Parameter | Details | Elpra | Chinese Product | Advantages of Elpra |
|---|---|---|---|---|
| BOP (Parts Purchased) |
Bearing | BOP | BOP | We provide bearings from Taiwan that meet OEM standards. |
| Raw material | Body | 20CrMo grade steel | low quality substandard steel | High resistance and high performance
Resistant to high temperatures |
| Bearing | Taiwan Bearing | Chinese Bearing | Our product offers exceptional mechanical properties such as durability, comfort and long service life for safe driving. |
With backward integration, we are able to manufacture rocker arms from design and development to the finished VULAS product, all under one roof, serving multiple customers worldwide. Our comprehensive PPAP capabilities give us our competitive edge. Our state-of-the-art instrument room is equipped with dedicated CMM fixtures, air gauges, bore gauges, electronic calipers, and more. Each job has its own calibration box for fast and organized production. We also utilize measurement logs as our calibration tracking system. These excellent resources and manufacturing capabilities result in a superior rocker arm.
| Parameter | Details | Elpra | Chinese Product | Advantages of Elpra |
|---|---|---|---|---|
| Manufacturing | Machining | CNC machining center | Semi-automated or manual machines | By using fully automated CNC machines, we offer min. tolerance level products with negligible rejection in the final stage. |
| Design center, tool room and R&D facilities. |
Interior design center, tool room and R&D center |
Not available from regular Chinese factories | We have exceptional expertise in developing custom formulations for steel products. For molded products, we have an in-house tool room with integrated mold design and manufacturing facilities, enabling fast turnaround times for our customers. | |
| Molding | Automated molding process |
Manual molding process | Automatic molding results in relatively low wear under heavy-duty conditions and at higher friction levels. | |
| Heat treatment | Internal heat treatment process | Outsourced in most factories |
Grain alignment to provide better raw material strength and reduce internal stress |
The valve rocker arms manufactured by us are available in one type of finish:
- Original Steel
The finishing stage is an imperative step in the entire manufacturing process, as it controls the exhaust extraction potential by taking control of the air and transferring the camshaft motion to the valve actuation.
| Parameter | Details | Elpra | Chinese Product | Advantages of Elpra |
|---|---|---|---|---|
| Testing standards | Arrival of parts | Inspection and testing of 100% of the parts received | Random / Without evidence | Committed to delivering the same product quality/specifications in every batch |
| In progress | The internal installation includes
1. Material composition test
5. Surface roughness test |
2. On-demand testing by external agents |
2. Measuring machine three-axis coordinates
Longer and higher carburetion times
5. Swing arm radius: Varies between 1.5:1.0 and 1.8:1.0 |
|
| Final inspection | Assembly verification with pneumatic gauge, hydraulic/electronic universal testing machines | Manual inspection | It guarantees safe operation and adequate durability. We have an electronic and hydraulic universal testing machine (UTM) to test the tensile strength and compressive strength of the materials used in manufacturing. |
| S/N | Name of the test equipment |
|---|---|
| 1 | Friction material testing machine |
| 2 | Compression testing machine |
| 3 | Precise surveying instrument |
| 4 | Universal electronic testing machine |
| 5 | Three-coordinate measuring machine |
| 6 | Constant velocity friction tester |
| 7 | Precision salt testing machine |
| 8 | Rockwell hardness tester |
| 9 | Electronic balance |
| 10 | Digital spring tension test |
| 11 | Universal hydraulic testing machine |
| 12 | Rockwell hardness tester |
| 13 | Thickness gauge |
| 14 | Infrared thermometer |
| 15 | Dial caliber |

Dimensional test reports
| NAME OF PRODUCT | ROCKER ARM | MATERIAL | 20CrMo | INSPECTOR | DENG QIONG |
|---|---|---|---|---|---|
| MODEL | TITAN150 | PRODUCTION MARK | J | INSPECTOR | DENG QIONG |
| S.No. | Inspection Item | Inspection Item | Technical Requirement | Test Result | ||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||||
| 1 | large Aperture | Special Sleeve Plug | 10+0.015 | 10.015 | 10.013 | 10.012 | 10.013 | 10.014 |
| 2 | Total length | Micrometer calipers | 20.7-0.1~20.7-0.25 | 20.52 | 20.55 | 20.52 | 20.5 | 20.54 |
| 3 | Distance between screw hole to end aperture | Height gauges | 14.5+0.15 | 14.52 | 14.58 | 14.5 | 14.5 | 14.56 |
| 4 | Distance between screw hole to end aperture | Special inspection tools | 25.2+0.15 | 25.24 | 25.26 | 25.28 | 25.22 | 25.24 |
| 5 | Parallelism of bearing and large aperture | Special inspection tools | 0.02 | 0.01 | 0.012 | 0.015 | 0.016 | 0.012 |
| 6 | Thread precision | Thread plug gauge | M6*0.75-6H | Passed | Passed | Passed | Passed | Passed |
| 7 | Distance between surface of screw to large aperture | Special inspection tools | 8+0.2 | Passed | Passed | Passed | Passed | Passed |
| 8 | Hardness of screw head | Rockwell hardness test | 62-67HRC | 64 | 62 | 64 | 63 | 64 |
| 9 | Hardness of screw head | Rockwell hardness test | 20-30HRC | 26 | 27 | 28 | 29 | 27 |
| 10 | Hardness of surface | Rockwell hardness test | 78-83HRC | 80 | 80 | 81 | 82 | 80 |
| 11 | Hardness of core | Rockwell hardness test | 25-45HRC | 44 | 44 | 44 | 44 | 44 |
| 12 | Depth of harden layer | Metalloscope | 0.3-0.5 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
| 13 | Flexibility ratio of screw | By touch feeling | Smooth | Passed | Passed | Passed | Passed | Passed |
| 14 | Exterior | By eye-measurement | No burrs, no rifts | Passed | Passed | Passed | Passed | Passed |